Multi-line palletising system for cheese and dairy specialities
Scott installed a complete automatic palletising system at the Savencia Fromage & Dairy plant in Czech Republic in 2019. It is designed to handle and palletise plastic cups of cheese and dairy products in cardboard trays.
Manual processes have given way to automation
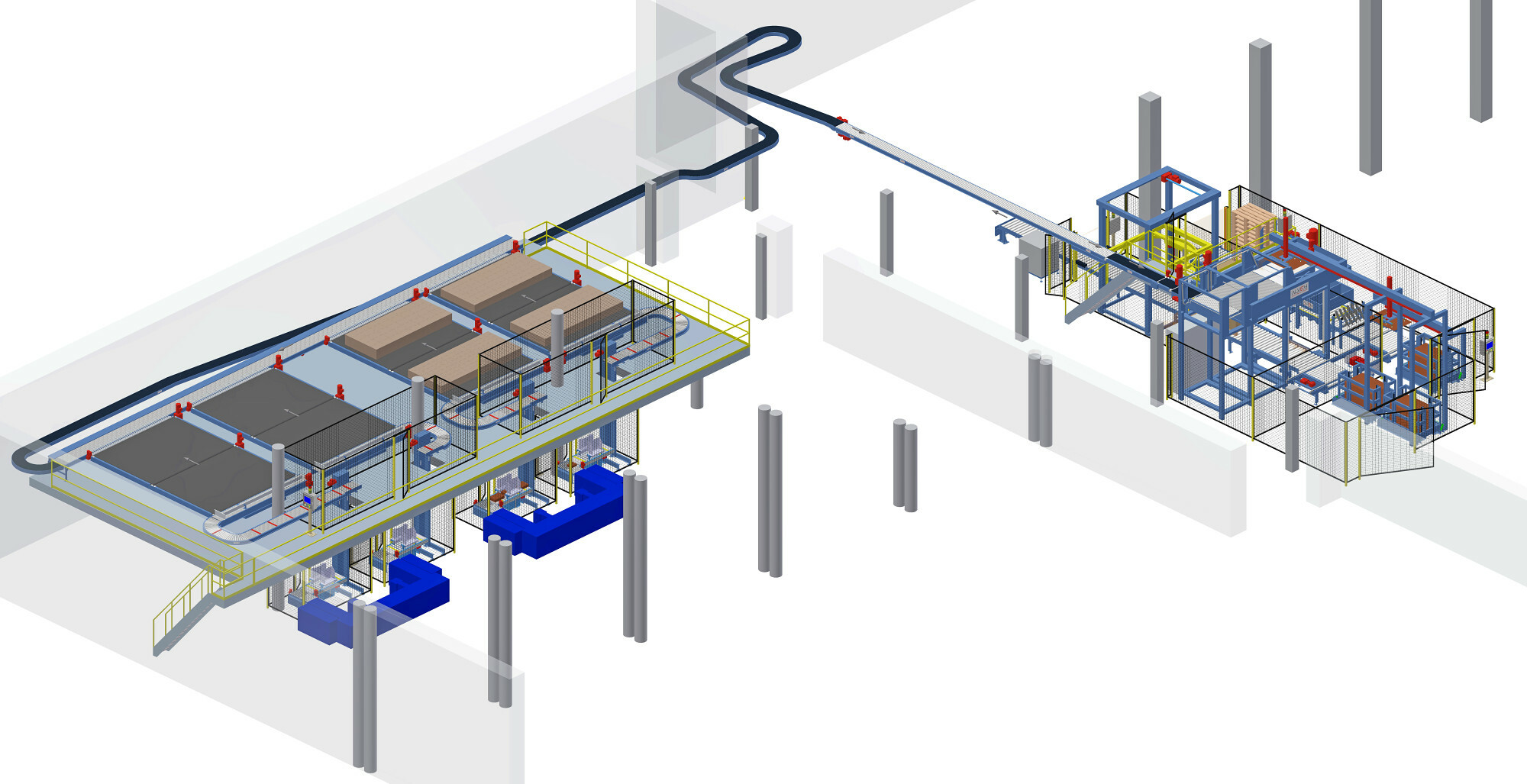
For the Czech Hesov plant, Scott Automation designed, manufactured and installed a complete automatic palletising system to replace the previous manual process of palletising trays from four production lines. The delivery included a tray conveyor system, tray stackers and elevators, four tray accumulation tables, pallet conveyors including stackers, empty pallet checking with automatic reject system, a standard Scott high entry palletiser (at 3.5m height), an empty pallet sheet applicator and an integrated intersheet applicator between product layers with two dispensers. "This is a multi-line palletising solution where the palletiser is located in a warehouse hall with a low temperature of 6°C, separated from the production area with a normal temperature of around 20°C," explains Jan Zechmeister, systems sales engineer at Scott Automation.
Output capacity is up to 30 pallets per hour
The freshly packed products in trays arrive at the Hess plant on infeed conveyors and are stacked several high. They then travel up the elevator to the mezzanine floor where they are collected on accumulation tables. When sufficient quantities are ready to fill the pallet, the stacks of trays leave in rows and go to the palletiser in a second hall. Here they are placed on a pallet. Interleaves are automatically inserted under the first layer on the pallet and between the layers. The full pallets then travel along the outfeed conveyor to the wrapping machine, which wraps the pallet in a net. The pallet is then ready to be transported by forklift to the warehouse. Empty pallets are sent to the palletiser from the pallet hopper, their quality is checked by the pallet inspector beforehand and any defective pieces are discarded. The palletising system operates four production lines, from which it receives up to 76 trays per minute in total. Output capacity is up to 30 pallets per hour.

Palletiser with intersheet applicator

Pre-stacking of trays

Accumulation tables

Tray conveyors

Palletising - placing of trays

Intersheet dispensers and a pallet ready to enter the palletiser

From the palletiser, the pallets travel on the conveyor to the wrapping machine

Full pallet ready for dispatch








Nothing is impossible
The biggest challenge for the solution provider was dealing with the very limited space in the production hall. "We were able to make the most of it by placing accumulation tables in the mezzanine," says Jan Zechmeister. Another challenge was overcoming the height differences during transport - the fresh product in the packaging must not tilt too much (max. 5° tilt) to avoid touching the lid from the inside. This made it impossible to use inclined or spiral conveyors and forced the use of paternoster lifts. Trays with specific conical locks were used, which made it necessary to adapt the new equipment to ensure very precise and gentle handling. Therefore, a palletiser with a transfer plate was chosen. Pre-stacking also had to be solved. "The trays are stacked in several pieces on top of each other right at the infeed before accumulation, which reduces the space required on the accumulation tables and reduces the instantaneous speed of the palletiser," commented Jan Zechmeister. Another unique feature of the project is the special wrapping of the pallets in a net. This was chosen to ensure proper air circulation between the stacked products on the pallet after palletisation during the ripening and cooling process. In addition, the use of automation required slight modifications to the shape of the cardboard cross-sections for trays and liners, which could not be processed fully automatically in their original form.

Scott's technical solution suited us best of all the solutions proposed by the various palletising technology suppliers. Above all, the variability of the solution, which was provided by the accumulation tables in front of the palletiser, was appreciated."
Customer profile:
Savencia Fromage & Dairy is a French family company operating in the Czech Republic and Slovakia since 1993. It is currently the market leader in cheese and dairy specialties in both countries, thanks to the unique quality and unmistakable taste of its products. In the Czech Republic, it represents well-known brands such as Pribináček, Lučina, Král Sýrů, Sedlčanský, Apetito, Liptov and others. It employs 1 200 people in two plants in the Czech Republic and one in Slovakia.
Credits:
This article was originally published in the Czech magazine Packaging Herald in October 2021. Written by Adriana Weberová.
Link to the article: http://emagazin.packagingherald...
Learn More About Our Multi-line Palletising Solutions
These systems are designed to link several production lines to one or more palletisers - as soon as enough product is ready to fill a complete pallet, the system calls up the product, transports it to the palletisers, and takes care of the palletisation. The palletising machines are usually not placed in the production hall itself, ensuring the highest standards for product quality, hygiene and safety.